Sistema X-Y (Router) para aplicacion de pegamento

Sistema
X-Y montado en mesa de trabajo en cliente.
VIDEO.

Robustez
en todos los elementos mecánicos.

Tablero
con PLC y controladores (drivers) para motores paso-a-paso.
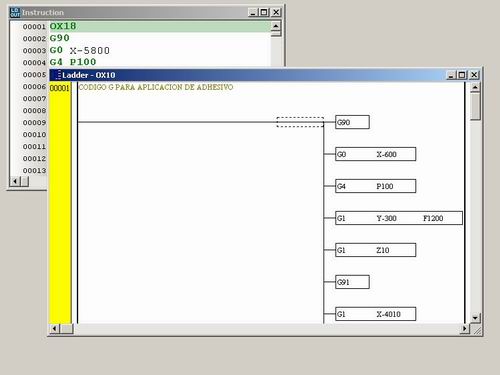
Ejemplo
del Código G almacenado en el PLC.
Sistema
XY (Router) con motores Paso-A-Paso, controlados por PLC con código G
(interpolación lineal y circular), sin PC! Ideal para operaciones repetitivas.
En este caso, el dispositivo aplica pegamento sobre alfombras para asientos
traseros de vehículos (el dosificador de pegamento hotmel ha sido suministrado
por el cliente), y no utiliza ninguna computadora PC para controlar el
sistema (y por lo tanto el operario tampoco necesita tener conocimientos
de PC o de manejo de soft tipo CAD/CAM). La simplicidad radica en solamente
dos pulsadores: Un pulsador para dar comienzo a la aplicación de pegamento
sobre la alfombra para el modelo 60%, y otro pulsador para la alfombra
modelo 40%. Y como siempre, un pulsador de emergencia cancela toda operación
y desenergiza los motores. El PLC interpreta el Codigo G almacenado, y
lo traduce a pulsos para motores Paso-A-Paso logrando interpolaciones
lineales y circulares (G0 y G1 para movimientos lineales, G2 y G3 para
movimientos circulares, G90 y G91 para coordernadas absolutas y relativas,
etc...)
Guillermo E. Becker • Tel: (011) 15-5123-7245 • Mail : gebecker@beckernet.com.ar
San Isidro, Buenos Aires • http://www.gebecker.beckernet.com.ar